|
(http://www.lauralee.com/chrisdunn/article.htm)
ADVANCED MACHINING IN ANCIENT EGYPT
By Christopher P. Dunn
Chris Dunn Homepage Book New Images
Egypt. Land of the Pyramids and a vast collection of
evidence that, like a taciturn teenager, is begging
for understanding. Contrary to conventional thought,
for decades there has been an undercurrent of speculation
that the pyramid builders were more advanced. The speculation
is well placed. When attempts have been made to build
pyramids using the theorized methods of the ancient
Egyptians, they have fallen considerably short. The
great pyramid is 483 feet high and houses 70 ton pieces
of granite lifted to a level of 175 feet. Theorists
have struggled with stones weighing up to 2 tons to
a height of a few feet. One wonders if these were attempts
to prove that primitive methods are capable of building
the Egyptian pyramids or the opposite? Executing this
theory to practice has not revealed the theory to be
correct. Do we need to revise the theory, or will we
continue to educate our young with erroneous data?
In August, 1984, I had an article published in Analog
magazine entitled "Advanced Machining in Ancient
Egypt?" It was a study of "Pyramids and Temples
of Gizeh," the work of Sir. William Flinders Petrie.
Since the article’s publication, I have been fortunate
to visit Egypt twice. With each visit I leave with more
respect for the industry of the ancient pyramid builders.
An industry, by the way, that does not exist today.
While in Egypt in 1986, I visited the Cairo museum
and gave a copy of my article, along with a business
card, to the director of the museum. He thanked me kindly,
threw it in a drawer to join other sundry material,
and turned away. Another Egyptologist led me to the
"tool room" to educate me in the methods of
the ancient masons by showing me a few cases that housed
primitive copper tools.
I asked my host about the cutting of granite, for this
was the focus of my article. He explained how they cut
a slot in the granite and inserted wooden wedges which
they soaked with water. The wood swelled creating pressure
that split the rock. Splitting rock is vastly different
than machining it and this did not explain how copper
implements were able to cut granite, but he was so enthusiastic
with his dissertation, I did not wish to interrupt.
To prove his argument, he walked me over to a nearby
travel agent encouraging me to buy airplane tickets
to Aswan, where, he said, the evidence is clear. I must,
he said, see the quarry marks there and the unfinished
obelisk. Dutifully, I bought the tickets and arrived
at Aswan the next day. (After learning some of the Egyptian
customs, I got the impression that my Egyptologist friend
had made that trip to the travel agent many times.)
The Aswan quarries were educational. The obelisk weighs
approximately 3,000 tons.
| Drill hole at the Aswan Quarries |
|
However, the quarry marks I saw there did not satisfy
me as being the only means by which the pyramid builders
quarried their rock. Located in the channel, which runs
the length of the obelisk, is a large round hole drilled
into the bedrock hillside, measuring approximately 12
inches in diameter and 3 feet deep. The hole was drilled
at an angle with the top intruding into the channel
space. The ancients may have used drills to remove material
from the perimeter of the obelisk, knocked out the webs
between the holes and then removed the cusps.
While strolling around the Giza Plateau later in the
week, I started to question the quarry marks at Aswan
even more. (I also questioned why the Egyptologist had
deemed it necessary to buy an airplane ticket to look
at them.) I was to the South of the second pyramid when
I found an abundance of quarry marks of similar nature.
The granite casing stones which had sheathed the second
pyramid were stripped off and lying around the base
in various stages of destruction. Typical to all of
the granite stones worked on were the same quarry marks
that I had seen at Aswan earlier in the week.
This was puzzling to me. Disregarding the impossibility
of Egyptologists’ theories on the ancient pyramid builders’
quarrying methods, are they really valid from a non-technical,
logical viewpoint? If these quarry marks distinctively
identify the people who created the pyramids, why would
they engage in such a tremendous amount of extremely
difficult work only to destroy their work after having
completed it? It seems to me that these kinds of quarry
marks were from a later period of time and were created
by people who were interested only in obtaining granite,
without caring from where they got it.
Archeology is largely the study of history’s toolmakers.
It is with tools and artifacts created with tools, that
we come to understand a society’s level of advancement.
The hammer is probably the first tool ever invented,
and by hammer working metals, relatively unsophisticated
tools have forged some elegant and most beautiful artifacts.
Ever since man first learned that he could effect profound
changes in his environment by applying force with a
reasonable degree of accuracy, the development of tools
has been a continuous and fascinating aspect of human
endeavor.
Quarry marks on the Giza Plateau
The Great Pyramid leads a long list of artifacts that
have been incredibly misunderstood and misinterpreted
by Egyptologists. They have postulated theories and
methods based on a collection of tools that are, at
best, questionable. For the most part, primitive tools
that have been uncovered would be considered contempor-aneous
with the artifacts of the same period. This period in
Egyptian history, however, resulted in artifacts being
produced in prolific number with no tools surviving
to explain their creation. The ancient Egyptians left
artifacts behind that are unexplainable in simple terms.
The tools that have been uncovered do not fully represent
the "state-of-the-art" that is physically
evident in these artifacts. There are some intriguing
objects surviving this civilization which, despite its
most visible and impressive monuments, has left us with
only a sketchy understanding of its full experience
on planet Earth.
We would be hard pressed to produce many of these artifacts
today, even using our advanced methods of manufacturing.
The tools displayed as instruments for the creation
of these incredible artifacts are physically incapable
of reproducing many of the artifacts in question. Along
with the enormous task of quarrying, cutting and erecting
the Great Pyramid and its neighbors, thousands of tons
of hard igneous rock, such as granite and diorite, were
carved with extreme proficiency and accuracy. After
standing in awe before these engineering marvels and
then being shown a paltry collection of copper implements
in the tool case at the Cairo Museum, one comes away
with a sense of frustration, futility and wonder.
The first British Egyptologist, Sir. William Flinders
Petrie, recognized that these tools were insufficient.
He admitted it in his book "Pyramids and Temples
of Gizeh", and expressed amazement regarding the
methods the ancient Egyptians were using to cut hard
igneous rocks, crediting them with methods that "......we
are only now coming to understand." So why do modern
Egyptologists identify this work with a few primitive
copper instruments?
I am not an Egyptologist. I am a technologist. I do
not have much interest in who died when and whom they
may have taken with them, where they went to or when
they may be coming back. No lack of respect for the
mountain of work and the millions of hours of study
conducted on this subject by highly intelligent scholars
(professional and amateur), but my interest, therefore
my focus, is elsewhere. When I look at an artifact with
the view of how it was manufactured, I am unencumbered
with a predisposition to filter out possibilities because
of historical or chronological inequity. Having spent
most of my career involved with the machinery that actually
creates artifacts of the modern kind, such as jet-engine
components, I am fairly well equipped to analyze and
determine the methods necessary for recreating an artifact
under study. I have been fortunate, also, to have training
and experience in some non-conventional methods of manufacturing,
such as laser processing and electrical discharge machining.
That said, I should state that contrary to some popular
speculations, I have not seen the work of laser cutting
on the Egyptian rocks. Still, there is evidence of other
non-conventional machining methods, along with more
sophisticated, conventional type sawing, lathe and milling
practices.
Undoubtedly, some of the artifacts that Petrie was
studying were produced using lathes. There is evidence,
too, in the Cairo Museum of clearly defined lathe tool
marks on some "sarcophagi" lids. The Cairo
Museum contains enough evidence that, when properly
analyzed, will prove beyond all shadow of doubt that
the ancient Egyptians used highly sophisticated manufacturing
methods. For generations the focus has centered on the
nature of the cutting tools that the ancient Egyptians
used. While in Egypt in February 1995, I uncovered evidence
that clearly moves us beyond that question to ask "what
guided the cutting tool?"
Although the ancient Egyptians are not given credit
for having a simple wheel, the evidence proves they
had a more sophisticated use for the wheel. The evidence
of lathe work is markedly distinct on some artifacts
that are housed in the Cairo Museum and also those that
were studied by Petrie. Two pieces of diorite in Petrie’s
collection were identified by him to be the result of
true turning on a lathe.
| Creating Petrie’s bowl shards. |
|
It is true that intricate objects can be created without
the aid of machinery, simply by rubbing the material
with an abrasive, such as sand, using a piece of bone
or wood to apply pressure. The relics Petrie was looking
at, however, in his words "could not be produced
by any grinding or rubbing process which pressed on
the surface."
To the inexperienced eye, the object Petrie was studying
would hardly be considered remarkable. It was a simple
bowl, made out of simple rock. Studying the bowl closely,
however, Petrie found that the spherical concave radius,
forming the dish, had an unusual feel to it. Closer
examination revealed a sharp cusp where two radii intersected.
This indicates that the radii were cut on two separate
axes of rotation.
Having worked on lathes, I have witnessed the same
condition when a component has been removed from the
lathe and then worked on again without being recentered
properly.
On examining other pieces from Giza, Petrie found another
bowl shard which had the marks of true lathe-turning.
This time, though, instead of shifting the workpiece’s
axis of rotation, a second radius was cut by shifting
the pivot point of the tool. With this radius they machined
just short of the perimeter of the dish, leaving a small
lip. Again, a sharp cusp defined the intersection of
the two radii.
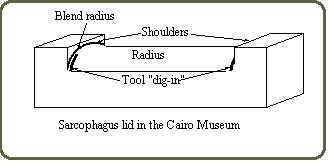
While browsing through the Cairo Museum, I found evidence
of lathe turning on a large scale. A sarcophagus lid
had distinctive marks of lathe turning.
| Sarcophagus Lid in the Cairo Museum |
|
The radius of the lid terminated with a blend radius
at shoulders on both ends. The tool marks near these
corner radii are the same as those I have witnessed
when turning an object with an intermittent cut. The
tool is deflected under pressure from the cut. It then
relaxes when the section of cut is finished. When the
workpiece comes round again to the tool, the initial
pressure causes the tool to dig in. As the cut progresses,
the amount of "dig in" is diminished.
On the sarcophagus lid in the Cairo Museum, tool marks
indicating these conditions are exactly where one would
expect to find them!
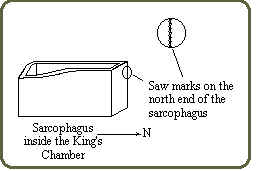
Petrie also studied the sawing methods of the pyramid
builders. He concluded that their saws must have been
at least 9 feet long. Again, there are indications of
modern methods of sawing on the artifacts Petrie was
studying. The sarcophagus in the King’s Chamber inside
the Great Pyramid has saw marks on the north end that
are identical to saw marks I have seen on granite surface
plates.
| Today, these saw marks would reflect either the
differences in the aggregate dimensions of a wire
band-saw with the abrasive the wire entraps to do
the cutting, or the side-to-side movement of the
wire or the wheels that drive the wire. The result
of either of these conditions is a series of slight
grooves. The distance between the grooves is determined
by the feed-rate and either the distance between
the variation in diameter of the saw, or the diameter
of the wheels. The distance between the grooves
on the coffer inside the King’s Chamber is approximately
.050 inch. |
|
Egyptian artifacts representing tubular drilling are
the most clearly astounding and conclusive evidence
yet presented to identify the knowledge and technology
existing in pre-history. The ancient pyramid builders
used a technique for drilling holes that is commonly
known as "trepanning." This technique leaves
a central core and is an efficient means of hole making.
For holes that didn’t go all the way through the material,
they reached a desired depth and then broke the core
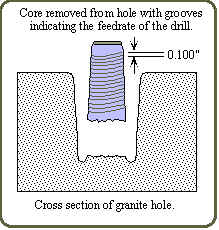
out of the hole. It was not only evident in the holes
that Petrie was studying, but on the cores cast aside
by the masons who had done the trepanning. Regarding
tool marks which left a spiral groove on a core taken
out of a hole drilled into a piece of granite, he wrote:
"The spiral of the cut sinks .100 inch in the
circumference of 6 inches, or 1 in 60, a rate of ploughing
out of the quartz and feldspar which is astonishing."
| After reading this, I had to agree with Petrie.
This was an incredible feed-rate for drilling into
any material, let alone granite. I was completely
confounded as to how a drill could achieve this
feedrate. Petrie was so astounded by these artifacts
that he attempted to explain them at three different
points in one chapter. To an engineer in the 1880’s,
what Petrie was looking at was an anomaly. The characteristics
of the holes, the cores that came out of them, and
the tool marks indicated an impossibility. Three
distinct characteristics of the hole and core make
the artifacts extremely remarkable. They are... |
|
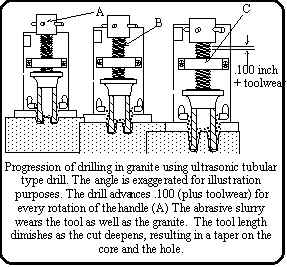
1. A taper on both the hole and the core.
2. A symmetrical helical groove following these tapers
which showed that the drill advanced into the granite
at a feed rate of .100 inch per revolution of the drill.
3. The confounding fact that the spiral groove cut
deeper through the quartz than through the softer feldspar.
In conventional machining the reverse would be the case.
Mr. Donald Rahn of Rahn Granite Surface Plate Co.,
Dayton, Ohio, told me, in 1983, that in drilling granite,
diamond drills, rotating at 900 revolutions per minute,
penetrate at the rate of 1 inch in 5 minutes. This works
out to be .0002 inch per revolution, meaning that the
ancient Egyptians were able to cut their granite with
a feed rate that was 500 times greater.
The other characteristics create a problem. They cut
a tapered hole with a spiral groove that was cut deeper
through the harder constituent of the granite. If conventional
machining methods cannot answer just one of these problems,
where do we look to answer all three? I was just as
puzzled as Petrie was when faced with this evidence.
When I finally found a solution to the problem, I could
not wait to share it. So I challenged some toolmakers
I was working with who had used machine tools and drills
day in and day out for decades. All of them but one
gave up on the problem saying it could not be done.
Each day I would ask this one toolmaker if he had come
up with a solution. Each day he said he was still working
on it. I offered, but he would not even take a hint!
It was a couple of weeks later before he came back to
me and said, "You know I think I have the answer
to this problem. But it creates another problem....
They didn’t have machinery like that back then!"
He had independently analyzed the characteristics of
what Petrie was puzzling over and had come up with the
same conclusion as I had. We had both set out to find
a method of manufacturing that would explain all the
characteristics found on these artifacts.
I have discussed descriptions of several artifacts
having tool marks and characteristics that identified
conventional methods of machining. A sophisticated use
of the lathe is clearly evident on artifacts described
by William Flinder Petrie in 1883, where radii were
being cut in diorite. A large sarcophagi lid in the
Cairo Museum has distinct tool marks which are common
when turning objects with intermittent cuts on a lathe.
The question in my mind is out of what kind of materials
were their tools made?’ In conventional machining the
tool would need to be hard enough to cut one of the
hardest materials there is, yet tough enough not to
break under pressure. Their ability to make these cuts
without the rock splintering is astounding! (Note: For
those who are locked into the "official" chronology
of the development of metals - copper doesn’t cut it.
It is like saying that aluminum could be cut with butter.)
What follows is a more feasible and logical method
and provides an answer to the question of techniques
used by the ancient Egyptians in all aspects of their
work.
The fact that the spiral is symmetrical is quite remarkable
considering the proposed method of cutting. The taper
indicates an increase in the cutting surface area of
the drill as it cut deeper, hence an increase in the
resistance. A uniform feed under these conditions, using
manpower, would be impossible.
Petrie theorized that a ton or two of pressure was
applied to a tubular drill consisting of bronze inset
with jewels. I disagree. This doesn’t take into consideration
that under several thousand pounds pressure the jewels
would undoubtedly work their way into the softer substance,
leaving the granite relatively unscathed after the attack.
Nor does this method explain the groove being deeper
through the quartz.
The method I am about to propose, and hope some of
the readers have already figured out, explains how the
holes and cores found at Giza could have been cut. It
is capable of creating all the details that Petrie,
myself and my colleague puzzled over. Unfortunately
for Petrie, the method was not known at the time he
made his studies, so it is not surprising that he could
not find any satisfactory answers.
The application of ultrasonic machining is the only
method that completely satisfies logic from a technical
viewpoint, and it explains all noted phenomena. Ultrasonic
machining is the oscillatory motion of a tool that chips
away material, like a jackhammer chipping away at a
piece of concrete pavement, except much faster and not
as measurable in its reciprocation. The ultrasonic tool-bit,
vibrating at 19,000 to 25,000 cycles per second (Hertz)
has found unique application in the precision machining
of odd shaped holes in hard, brittle material such as
hardened steels, carbides, ceramics and semiconductors.
An abrasive slurry or paste is used to accelerate the
cutting action.
The most significant detail of the drilled hole is
the groove that is cut deeper through the quartz than
the feldspar. Quartz crystals are employed in the production
of ultrasonic sound and, conversely, are responsive
to the influence of vibration in the ultrasonic ranges
and can be induced to vibrate at high frequency. In
machining granite using ultrasonics, the harder material
(quartz) would not necessarily offer more resistance,
as it would during conventional machining practices.
An ultrasonically vibrating tool-bit would find numerous
sympathetic partners while cutting through granite,
embedded in the granite itself! Instead of resisting
the cutting action, the quartz would be induced to respond
and vibrate in sympathy with the high frequency waves
and amplify the abrasive action as the tool cut through
it.
The fact that there is a groove may be explained several
ways. An uneven flow of energy may have caused the tool
to oscillate more on one side than the other. The tool
may have been improperly mounted. A buildup of abrasive
on one side of the tool may have cut the groove as the
tool spiraled into the granite.
| That the hole and the core have tapered sides
is perfectly normal if we consider the basic requirements
for all types of cutting tools. This requirement
is that clearance be provided between the tool’s
non-machining surfaces and the workpiece. Instead
of having a straight tube, therefore, we would have
a tube with a wall thickness that gradually became
thinner along its length. The outside diameter would
gradually get smaller, creating clearance between
the tool and the hole, and the inside diameter would
get larger, creating clearance between the tool
and the central core. This would allow a free flow
of abrasive slurry to reach the cutting area. It
would also explain the tapering of the sides of
the hole and the core. Since the tube-drill was
a softer material than the abrasive, the cutting
edge would gradually wear away. The dimensions of
the hole would correspond to the dimensions of the
tool at the cutting edge. As the tool became worn,
the hole and the core would reflect this wear in
the form of a taper. |
|
Mechanism For Ultrasonic Drilling.
The spiral groove can be explained if we consider one
of the methods that is predominantly used to uniformly
advance machine components. The rotational speed of
the drill is not a major factor in this cutting method.
The rotation of the drill is merely a means to advance
the drill into the workpiece. Using a screw and nut
method the tube drill could be efficiently advanced
into the workpiece by turning the handles (A) in a clockwise
direction. The screw (B) would gradually thread through
the nut (C), forcing the oscillating drill into the
granite. It would be the ultrasonically induced motion
of the drill that would do the cutting and not the rotation.
The latter would only be needed to sustain a cutting
action at the workface. By definition, therefore, the
process is not a drilling process, by conventional standards,
but a grinding process, in which abrasives are caused
to impact the material in such a way that a controlled
amount of material is removed.
The theory of ultrasonic machining resolves all the
unanswered questions where other theories have fallen
short. Methods may be proposed that might cover a singular
aspect of the machine marks and not progress to the
method described here. It is when we search for a single
method that provides an answer for all the data that
we move away from primitive and even conventional machining
and are forced to consider methods that are somewhat
anomalous for that period in history.
On February 22, 1995 at 9 A.M. I had my first experience
of being on camera. It was interesting, and not at all
what I expected. I was standing in the central "King’s
Chamber" of the only remaining wonder of the world,
the Great Pyramid. Graham Hancock and Robert Bauvall
breezed patiently through the script with me, like old
pros, while I fumbled with instructions barked at me
by Roel Oostra, the producer from Netherlands Television.
In a few sound bites, I had to convey to an audience
that there was something more to the sarcophagus, a
large red granite box which resides inside the chamber,
than is evident to the lay-person or casual observer.
I was invited there by Robert Bauvall (The Orion Mystery)
and Graham Hancock (Fingerprints of the Gods) to participate
in a documentary which has been broadcast on several
channels since then. While there, I came across and
was able to measure some artifacts produced by the ancient
pyramid builders which prove beyond a shadow of a doubt
that highly advanced and sophisticated tools and methods
were employed by this ancient civilization. Two of the
artifacts in question are well known, another is not,
but it is more accessible, since it is laying out in
the open partly buried in the sand of the Giza plateau.
For this trip to Egypt I had brought along some instruments
with which I had planned to inspect features I had identified
on my previous trip in 1986. The instruments were:
1. A "parallel": A flat ground piece of steel
about 6 inches long and 1/4 inch thick. The edges are
ground flat within .0002 inch.
2. An Interapid indicator. (Known as a clock gauge
by my British compatriots.)
3. A wire contour gage. A device used by die sinkers
to form around shapes.
4. Hard forming wax.
I had brought along the contour gage to check the inside
of the mouth of the southern shaft inside the King’s
Chamber. Unfortunately, I found out after getting there
that things had changed since I was there in 1986. In
1993, a German robotics engineer named Rudolph Gantenbrink
had installed a fan inside this mouth; therefore, it
was inaccessible to me and I was unable to check it.
I had taken along the parallel for quick checking the
surface of granite artifacts to determine their precision.
The indicator was to be attached to the parallel for
further inspection of suitable artifacts. The indicator,
didn’t survive the rigors of international travel, though,
but the instruments I was left with were adequate for
me to form a conclusion about the precision to which
the ancient Egyptians were working.
The first object I inspected was the sarcophagus inside
the second (Khafra’s) pyramid on the Giza Plateau. I
climbed inside the box and, with a flashlight and the
parallel, was astounded to find the surface on the inside
of the box perfectly smooth and perfectly flat. Placing
the edge of the parallel against the surface I shone
my flashlight behind it. No light came through the interface.
No matter where I moved the parallel, vertically, horizontally,
sliding it along as one would a gage on a precision
surface plate I couldn’t detect any deviation from a
perfectly flat surface. A group of Spanish tourists
found it extremely interesting, too, and gathered around
me as I, quite animated, exclaimed into my tape recorder,
"Space-age precision!"
The tour guides, at this point, were becoming quite
animated too. I sensed that they probably didn’t think
it was appropriate for a live foreigner to be where
they believe a dead Egyptian should go, so, I respectfully
removed myself from the sarcophagus and continued my
examination on the outside. There were more features
of this artifact that I wanted to inspect, of course,
but didn’t have the freedom to do so. The corner radii
on the inside appeared to be uniform all around with
no variation of precision of the surface to the tangency
point. I was tempted to take a wax impression, but the
hovering guides with their baksheesh expectancies inhibited
this activity. (I was on a very tight budget.)
My mind was racing as I lowered myself into the narrow
confines of the entrance shaft and climbed to the outside.
The inside of a huge granite box finished off to a precision
that we reserve for precision surface plates? How did
they do this? And why did they do it? Why did they find
this piece so important that they would go to such trouble?
It would be impossible to do this kind of work on the
inside of an object by hand. Even with modern machinery
it would be a very difficult and complicated task!
Petrie gave the dimensions of this coffer, in inches,
as - outside, length 103.68, width 41.97, height 38.12;
inside, length 84.73, width 26.69, depth 29.59. He stated
that the mean variation of the piece was .04 inch. Not
knowing where the variation he measured was, I’m not
going to make any strong assertions except to say that
it’s possible to have an object with geometry that varies
in length, width and height and still maintain perfectly
flat surfaces. Surface plates are ground and lapped
to within .0001-0003 inch depending on the grade of
surface plate you buy. The thickness of them, though,
may vary more than the .04 inch that Petrie noted on
this sarcophagus.
A surface plate, though, is a single surface and would
represent only one outside surface of a box. Not only
that, the equipment used to finish the inside of a box
would be vastly different than that used to finish the
outside. The task would be much more problematic. I
was constructing in my mind the equipment I would need
to grind and lap the inside of a box to the accuracy
I had witnessed and produce a precise and flat surface
to the point where the flat surface meets the corner
radius. There are physical and technical problems associated
with a task like this that are not easy to solve. One
could use drills to rough the inside out, but when it
came to finishing a box of this size with an inside
depth of 29.59 inches, and maintain a corner radius
of less than 1/2 inch. There are some significant challenges
to overcome.
While being extremely impressed with this artifact,
I was even more impressed with other artifacts found
at another site in the rock tunnels at the temple of
Serapeum at Saqqarra, the site of the step pyramid and
Zoser’s tomb.
I had followed Graham and Robert on their trip to this
site for a filming on Feb. 24, 1995. We were in the
stifling atmosphere of the tunnels, where dust kicked
up from tourists lay heavily in the still air. These
tunnels contain 21 huge granite boxes. Each box weighs
an estimated 65 tons, and, together with the huge lid
that sits on top of them, the total weight of the assembly
is around 100 tons. Just inside the entrance of the
tunnels there is a lid that had not been finished and
beyond this lid, barely fitting within the confines
of one of the tunnels, is a granite box that had also
been rough hewn.
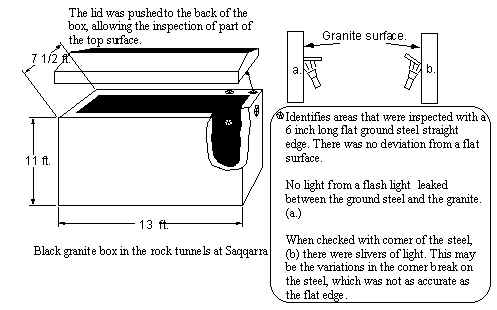
The granite boxes are 13 ft. long, 7 1/2 ft. wide and
11 ft. high. They are installed in "crypts"
that were hewn out of the limestone bedrock at staggered
intervals along the tunnels. The floors of the crypts
were about 4 ft. below the tunnel floor, and the boxes
were set into a recess in the center. Robert Bauvall
was addressing the engineering aspects of installing
such huge boxes within a confined space where the last
crypt was located near the end of the tunnel; a dead
end with no room for the hundreds of slaves pulling
on ropes, according to theories proposed by those who
believe that the ancient pyramid builders were a primitive
society.
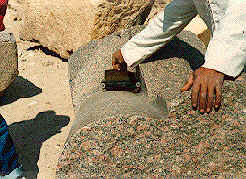
While Graham and Robert were filming, I jumped down
into a crypt and placed my parallel against the outside
surface of the box. It was perfectly flat. I shone the
flashlight and found no deviation from a perfectly flat
surface. I clambered through a broken out edge into
the inside of another giant box and again, I was astonished
to find it astoundedly flat. I looked for errors and
couldn’t find any. I wished at that time that I had
the proper equipment to scan the entire surface and
ascertain the full scope of the work. Nonetheless, I
was perfectly happy to use my flashlight and straight
edge and stand in awe of this incredibly precise and
incredibly huge artifact. Checking the lid and the surface
on which it sat, I found them both to be perfectly flat.
It occurred to me that this gave the manufacturers of
this piece a perfect seal. Two perfectly flat surfaces
pressed together, with the weight of one pushing out
the air between the two surfaces! The technical difficulties
in finishing the inside of this piece made the sarcophagus
in Khafra’s pyramid seem like a walk in the park.
I was accompanied by Canadian researcher Robert McKenty
at this time. He saw the significance of the discovery
and was filming with his camera. At that moment I knew
how Howard Carter must have felt when he discovered
Tutenkahmen’s tomb. I yelled for Graham and Robert to
share the discovery, but was denied their presence by
Roel Oostra, who was working to a tight schedule and
had to complete his filming.
| The dust filled atmosphere in the tunnels was
extremely unhealthy. I could only imagine what it
would be like if I was finishing off a piece of
granite, regardless of what method I used, how unhealthy
it would be. Surely it would have been better to
finish the work in the open air? I was so astonished
by this find that it didn’t occur to me until later
that the builders of these relics, for some esoteric
reason, intended for them to be ultra precise. They
had taken the trouble to bring into the tunnel the
unfinished product and finish it underground for
a good reason! It is the logical thing to do if
you require a high degree of precision in the piece
that you are working. To finish it with such precision
at a site that maintained a different atmosphere
and a different temperature, such as in the open
under the hot sun, would mean that when it was finally
installed in the cool, cave-like temperatures of
the tunnel, you would lose that precision. The granite
would change its shape, or creep. The solution,
of course, was to prepare the precision surfaces
in the location in which they were going to be housed. |
|
This discovery, and the realization of its critical
importance to the artisans that built it, went beyond
my wildest dreams of discoveries to be made in Egypt.
For a man of my inclination, this was better than King
Tut’s tomb.
The Egyptians’ intentions with respect to precision
is perfectly clear. But for what purpose? In America
today, the cost of just the quarried granite would be
$115,000.00. That’s without shipping costs and manufacturing
costs, assuming there was equipment available to machine
it. I have contacted four precision granite manufacturers
in the US and haven’t been able to find one who can
do this kind of work.
These artifacts need to be thoroughly mapped and inspected
with the following tools.
1. A laser interferometer with surface flatness checking
capabilities
2. An ultrasonic thickness gage to check the thickness
of the walls to determine their consistency to uniform
thickness.
3. An optical flat with monochromatic light source.
Are the surfaces really finished to optical precision?
With Eric Leither of Tru-Stone Corp, I discussed in
a letter the technical feasibility of creating several
Egyptian artifacts, including the giant granite boxes
found in the bedrock tunnels the temple of Serapeum
at Saqqarra. He responded as follows.
"Dear Christopher,
First I would like to thank you for providing me with
all the fascinating information. Most people never get
the opportunity to take part in something like this.
You mentioned to me that the box was derived from
one solid block of granite. A piece of granite of that
size is estimated to weigh 200,000 pounds if it was
Sierra White granite which weighs approximately 175
lb. per cubic foot. If a piece of that size was available,
the cost would be enormous. Just the raw piece of rock
would cost somewhere in the area of $115,000.00. This
price does not include cutting the block to size or
any freight charges.
The next obvious problem would be the transportation.
There would be many special permits issued by the D.O.T.
and would cost thousands of dollars. From the information
that I gathered from your fax, the Egyptians moved this
piece of granite nearly 500 miles. That is an incredible
achievement for a society that existed hundreds of years
ago.."
Eric went on to say that his company did not have the
equipment or capabilities to produce the boxes in this
manner. He said that his company would create the boxes
in 5 pieces, ship them to the customer, and bolt them
together on site.
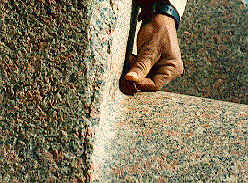
The final artifact I inspected was a piece of granite
I quite literally stumbled across while strolling around
the Giza Plateau later that day. I concluded, after
doing a preliminary check of this piece, that the ancient
pyramid builders had to have used a three-axes machine
to guide the tool that created it. Outside of being
incredibly precise, normal flat surfaces, being simple
geometry, can justifiably be explained away by simple
methods. This piece, though, drives us beyond the question
normally pondered - "what tools were used to cut
it?" - to a more far reaching question.. - "what
guided the cutting tool?"
In answering this question, and being comfortable with
the answer, it is helpful to have a working knowledge
of contour machining.
Many of the artifacts that modern civilization produces
would be impossible to produce using simple hand work.
We are surrounded by artifacts that are the result of
men and women employing their minds to create tools
which overcome their physical limitations. We have developed
machine tools to create the dies that produce the aesthetic
contours on the cars that we drive, the radios we listen
to and the appliances we use.
To create the dies to produce these items, a cutting
tool has to accurately and consistently follow a predetermined
contoured path in three dimensions. In some applications
it will move in three dimensions, simultaneously using
three or more axes of movement. The artifact that I
was looking at required a minimum of three axes to machine
it. When the machine tool industry was relatively young,
techniques were employed where the final shape was finished
by hand, using templates as a guide. Today, with the
use of precision computer numerical control machines,
there is little call for hand work. A little polishing
to remove unwanted tool marks may be the only hand work
required. To know that a piece has been produced on
such a machine, therefore, one would expect to see a
precise surface with indications of tool marks that
show the path of the tool. This is what I found on the
Giza Plateau, laying out in the open south of the Great
Pyramid about 100 yards east of the second pyramid.
There are so many rocks of all shapes and sizes
lying around this area to the untrained eye, this
one could easily be overlooked. To a trained eye,
it may attract some cursory attention and a brief
muse. I was fortunate that it both caught my attention,
and that I had the tools with which to inspect
it.
There were two pieces laying close together,
one larger than the other. They had originally
been one piece and had been broken. With the exception
of my broken indicator gage, I found I needed
every tool that I had brought with me to inspect
it. In inspecting this piece, I was interested
in the accuracy of the contour and its symmetry.
|
|
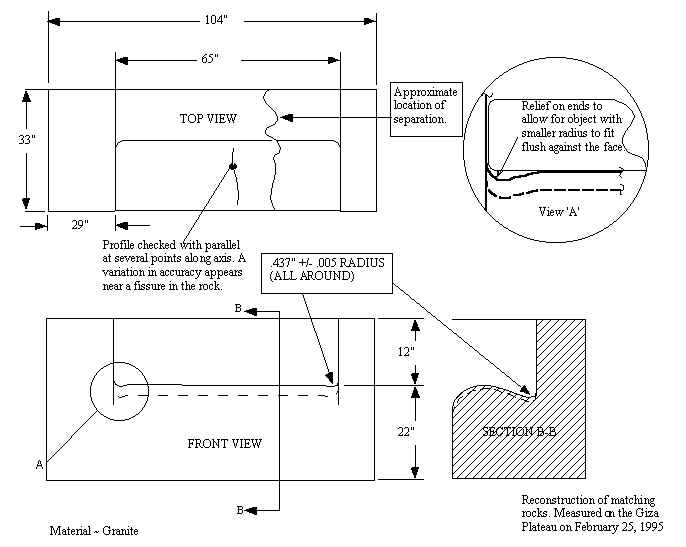
Contoured Block of Granite - Giza
What we have is an object that, three dimensionally
as one piece, could be likened to a small sofa. The
seat is a contour that blends into the walls of the
arms and the back. The contour was checked using the
profile gage along three axes of its length, starting
at the blend radius near the back, and ending near the
tangency point, which blended smoothly where the contour
radius meets the front. The wire radius gage is not
the best way to determine the accuracy of this piece.
When adjusting the wires at one position on the block
and moving to another position, the gage could be re-seated
on the contour, but questions could be raised as to
whether the hand that positioned it compensated for
some inaccuracy in the contour. However, placing the
parallel at several points along and around the axes
of the contour, I found the surface to be extremely
precise. At one point near a crack in the piece, there
was light showing through, but the rest of the piece
allowed very little to show.
During this time, I had attracted quite a crowd. It’s
difficult to traverse the Giza Plateau at the best of
times without getting attention from the camel drivers,
the donkey riders and the purveyors of trinkets. It
wasn’t long after I had pulled the tools out of my back-pack
that I had two willing helpers, Mohammed and Mustapha,
who weren’t at all interested in compensation. At least
that’s what they told me. But I can honestly say that
I lost my shirt on that adventure. I had cleaned sand
and dirt out of the corner of the larger block and washed
it out with water. I used a white T-shirt that I was
carrying in my back-pack to wipe the corner out so I
could get an impression of it with forming wax. Mustapha,
talked me into giving him the shirt before I left. I
was so inspired by what I had found I tossed it to him.
Mohammed held the wire gage at different points along
the contour while I took photographs of it. I then took
the forming wax and heated it with a match, kindly provided
by the Movenpick hotel, then pressed it into the corner
blend radius. I then shaved off the splayed part and
positioned it at different points around. Mohammed held
the wax still while I took photographs. By this time
there was an old camel driver and a policeman on a horse
looking on.
Location where the wax impression was taken.
|
|
Verifying the radius at another location |
|
What I discovered with the wax was a uniform radius,
tangential with the contour and the back and side walls.
Returning to the US, I measured the wax and found, using
a radius gage, that it was a true radius and measured
7/16 inch.
The side arm blend radius has a design feature that
is common engineering practice today. By cutting a relief
at the corner, a mating part that is to match, or butt
up against the surface with the large blend radius,
may have a smaller radius. This feature provides for
a more efficient operation because it allows a cutting
tool with a large diameter, and, therefore, a large
radius, to be used. With greater rigidity in the tool,
more material can be removed when taking a cut.
I believe there is more, much more, that can be gleaned
using these methods of study. The Cairo Museum contains
many artifacts that will reveal much the same conclusion
that I’m presenting in this paper. In terms of a more
thorough understanding of the level of technology employed
by the ancient pyramid builders, the implications of
these discoveries are tremendous. We are not only presented
with hard evidence that seems to have eluded us for
decades and which provides further evidence proving
the ancients to be advanced, we are also provided with
an opportunity to re-analyze everything with a different
perspective, from a different angle. Understanding how
something is made opens up a different dimension when
trying to determine why it was made.
The precision in these artifacts is irrefutable. Even
if we ignore the question of how they were produced,
we are still faced with the question of why such precision
was needed. The implications of this question are just
as profound.
Revelation of new data, invariably spawns new questions.
In this case it’s understandable to hear, "where
are the machines?"
Machines are tools. The question should be applied
universally and can be asked of anyone who believes
other methods may have been used. The fact of the matter
is that tools have not been found to explain any theory!
More than eighty pyramids have been discovered in Egypt,
and the tools that built them have never been found.
Even if we mis-guidedly accept the notion that copper
tools are capable of producing these incredible artifacts,
the few copper implements that have been uncovered do
not represent the number of such tools that would have
been used if every stonemason who worked on the pyramids
at just the Giza site owned one. In the Great Pyramid
alone, there are an estimated 2,300,000 blocks of stone,
both limestone and granite, weighing between 2½ tons
and 70 tons each. That is a mountain of evidence with
no tools surviving to explain its creation.
The principle of "Occams Razor", where the
simplest means of manufacturing hold force until proven
inadequate, has held force over the pyramid builders
methods, except there is one component of this principle
that has been lacking. If the simplest methods do not
satisfy the evidence, other less simple methods are
considered, and so on and so forth. There is little
doubt that the capabilities of the ancient pyramid builders
have been seriously underestimated. The most distinct
evidence that I can relate is the precision and mastery
of machining technologies that are only now beginning
to be re-invented. Some technologies the Egyptians possessed
still astound modern artisans and engineers primarily
for this reason.
The development of machine tools has been intrinsically
linked with the availability of consumer goods and the
desire to find a customer. One reference point for judging
a civilization to be advanced has been our current state
of manufacturing evolution. Manufacturing is the manifestation
of all scientific and engineering effort. For over a
hundred years this epoch has progressed exponentially.
Since Petrie first made his critical observations between
1880 and 1882, our civilization has leapt forward at
breathtaking speed to provide the consumer with goods,
all created by artisans, and still, over a hundred years
after Petrie, these artisans are utterly astounded by
the achievements of the ancient pyramid builders. They
are astounded not so much by comparing their own accomplishments
with what they perceive a primitive society is capable
of, but by comparing these prehistoric artifacts with
their own current level of expertise and technological
advancement.
The interpretation and understanding of a civilizations’
level of technology cannot and should not hinge on the
preservation of a written record for every technique
that they had developed. The "nuts and bolts"
of our society do not always make good copy, and a stone
mural will more than likely be cut to convey an ideological
message rather than the technique used to inscribe it.
Records of the technology developed by our modern civilization
rest in media that is vulnerable and could conceivably
cease to exist in the event of a world wide catastrophe,
such as a nuclear war or another ice age. Consequently,
after several thousand years, an interpretation of an
artisan’s methods may be more accurate than an interpretation
of his language. The language of science and technology
doesn’t have the same freedom as speech. So even though
the tools and machines have not survived the thousands
of years since their use, we have to assume, by objective
analysis of the evidence, that they did exist.
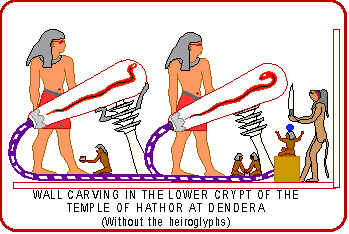
Notwithstanding the previous argument, the ancient
Egyptians did cut a mural that, while it could be interpreted
as presenting a symbolic message, also describes a technology
that was being used by the contemporaries of the masons
that carved it. Inscribed into the wall in the lower
crypt at the temple of Hathor at Dendera is the representation
of a machine.
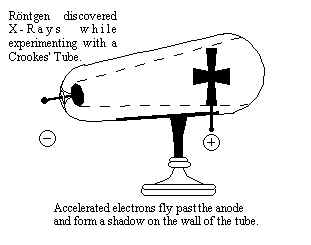
Go to Dendera to view a representation
of a Crooke’s Tube! (Cathode Ray Tube.) It’s not
something you would use to cut granite, but viewed
within the context of modern scientific discovery,
the Crooke’s tube is known as the device that
triggered the discovery of x-rays. The sketch
seems to symbolize the medical profession.
Put the two snakes together and Caduceus comes
to life, with representations of medicine and
the proffering of the scalpel. (Symbolizing the
subjugation of exploratory surgery to the power
of new technology, the x-ray?) Machines did exist.
Of the kind that are in existence today, and even
those we have yet to develop. |
|
There is much to be learned from our distant ancestors,
but before that lesson will come to us, we need to open
our minds and accept that there have existed on the
earth, civilizations with technology that, while different
from our own, and in some areas possibly not as advanced,
had developed some manufacturing techniques that are
as great or even greater. As we assimilate new data
and new views of old data, it is wise to heed the advice
Petrie gave to an American who had visited him during
his research at Giza. The American expressed a feeling
that he had been to a funeral after hearing Petrie’s
findings, which had evidently shattered some favorite
pyramid theory at that time. Petrie says, "By all
means let the old theories have a decent burial; though
we should take care that in our haste none of the wounded
ones are buried alive."
Chris Dunn can be contacted by email at: cdunn1546@aol.com
Ver taladrado del interior de
las vasijas
Ver: herramientas y útiles
egípcios
Ver Egipto I: Cantería
egípcia
Ver Egipto III: Técnicas
Ver Egipto VIII: Las Canteras
Ver Egipto IX: La extracción de un Obelisco
Notas:
1) Los datos presentados en esta página demuestran
la dificultad de preservar los derechos de autor en
Internet: En dos páginas diferentes www.ctv.es/USERS/carlos_orion/trepanos.htm
y www.alterguia.com/civilizaciones/trepanos.htm se presenta
exactamente la mísma información pretendiendo en ambos
casos la autoría. En lo que a nosotros respecta, lo
importante esque el verdadero autor es el arqueólogo
Flinders y que nosotros hemos sabido de él gracias a
estas dos páginas, por lo que gustosamente mencionamos
a los tres en los créditos.
Ver erección de un obelisco
|